İşlenmiş parçalar


Kısa Açıklama:
İşlenmiş parçalarçeşitli mekanik cihaz ve ekipmanların temel bileşenlerini oluşturur. Kullandığı ekipman ve süreç, mevcut makine tasarımının en üst düzeyini, malzemeleri, eritme, makine, elektronik, endüstriyel kontrol ve diğer alanları bütünleştirir.
Teknolojinin gelişmesiyle birlikte, hassas parçalar ve işleme, modern endüstriyel imalatta giderek daha önemli bir rol oynamaktadır. MESTECH, yıllardır müşterilerine metal ve metal olmayan parçaların hassas şekilde işlenmesini sağlamaktadır.
Modern endüstride hassas metal parçaların rolü nedir?
Takım tezgahı, "Endüstriyel ana makine" . Neredeyse tüm mekanik ekipman imalatı, mekanik işlemeden ayrılamaz. Teknolojinin ve ekipmanın sürekli iyileştirilmesiyle birlikte, havacılık, havacılık, otomobil, medikal, yapay zeka ve çip üretimi gibi hassas parçaların desteğinden ayrılmaz olan hassas parçalara büyük bir talep var. Hassas parçaların yüksek verimli ve düşük maliyetli üretiminin nasıl sağlanacağı, makine imalat endüstrisinin bir meselesidir.
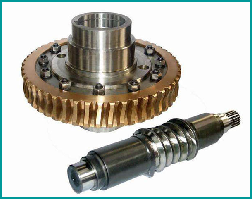
Çelik taban
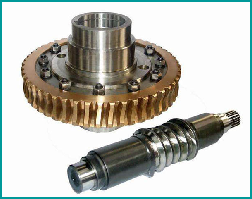
Sonsuz dişli

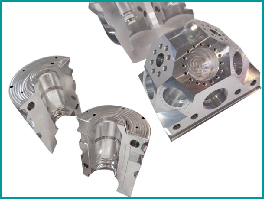
Yüksek hassasiyetli parçalar

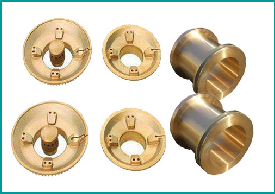
Pirinç parçalar
Kaç çeşit işleme süreci biliyorsunuz?
Hassas işleme, bir işleme makinesi vasıtasıyla bir iş parçasının boyutunu veya performansını değiştirme işlemidir. İşlenmekte olan iş parçasının sıcaklık durumuna göre soğuk işleme, sıcak işleme ve özel işlemeye ayrılabilir. Genellikle oda sıcaklığında işlenir ve iş parçasında kimyasal veya fiziksel değişikliklere neden olmaz. Soğuk işleme denir. Genel olarak, normal sıcaklıkta veya altında işleme, iş parçasında termal işleme adı verilen kimyasal veya fiziksel değişikliklere neden olur. Soğuk işleme, işleme yöntemlerinin farklılığına göre kesme ve basınçlı işleme olarak ikiye ayrılabilir. Sıcak işlemede ısıl işlem, dövme, döküm ve kaynak yaygındır. Hassas kesme, parçaların doğruluğunu sağlamak için genellikle son işlem bağlantısıdır ve aynı zamanda mekanik parçaların işlenmesinin% 60'ından fazlasını üstlenen en büyük iş yükü ile bağlantıdır.
Hassas mekanik kesim nedir?
Mekanik Kesme, hassas işleme yoluyla malzemelerin kaldırılması sürecine atıfta bulunan mekanik işlemenin ana yoludur.
Hassas mekanik kesme, yüksek hassasiyete sahip bir tür işleme makinesidir. Parçaların hassas şekilde işlenmesini gerçekleştirmenin iki ana yolu vardır:
(1) Bunlardan biri, koordinatlı delme makinesi, diş öğütücü, sonsuz öğütücü, dişli öğütücü, optik öğütücü, yüksek hassasiyetli harici öğütücü, yüksek hassasiyetli ocak öğütücü, yüksek gibi yüksek hassasiyetli parçaları işlemek için yüksek hassasiyetli takım tezgahları kullanmaktır. -hassas dişli torna tezgahı, vb. Bu takım tezgahları, dişli, türbin, vida, kesici takımlar, yüksek hassasiyetli şanzıman mili ve motor kutusu gibi belirli tipteki parçaların işlenmesi için özel olarak kullanılan yüksek hassasiyetli özel takım tezgahlarıdır. vb. Bu takım tezgahları, özel amaçlı işleme için oldukça verimli ve doğrudur.
(2) İkincisi, parçaların işleme doğruluğunu iyileştirmek için hata telafisi teknolojisini kullanmaktır. Ana üstel kontrollü takım tezgahları CNC freze tezgahı, CNC torna tezgahı, CNC taşlama makinesi, CNC delme ve freze makinesi ve bileşik işleme merkezidir.
CNC takım tezgahları genellikle genel amaçlı takım tezgahlarıdır, çünkü bilgisayar programlama teknolojisinin kullanımı, bilgisayar simülasyonu işleme ve hata ayıklamada önceden programlanabilir, iyi uyumluluk ve uyarlanabilirliğe sahiptir, karmaşık şekil, çeşitli parça işleme için uygundur. CNC takım tezgahları pahalıdır, ancak işlemenin otomasyonunu gerçekleştirebilirler ve iyi bir tekrarlayan işleme doğruluğuna ve üretim verimliliğine sahip olabilirler.
Uygun işleme ekipmanı nasıl seçilir?
Bilgisayar kontrol teknolojisinin gelişmesiyle birlikte, işlemenin otomasyonunu gerçekleştirmek, manuel işlem hatalarını önlemek ve işleme doğruluğunu ve kararlılığını iyileştirmek için giderek daha fazla takım tezgahı CNC sistemi ile entegre edilmiştir. Bu nedenle CNC takım tezgahları hassas parça imalatı alanında yaygın olarak kullanılmaktadır.
(1) İnce metal şaftın CNC işleme hassasiyeti, istikrarlı işleme kalitesi ile yüksektir;
(2) Çok koordinatlı bağlantı gerçekleştirebilir ve düzensiz şekillere sahip parçaları işleyebilir.
(3) İnce donanımın CNC parçaları değiştirildiğinde, üretim hazırlık süresinden tasarruf etmek için yalnızca NC programının değiştirilmesi gerekir.
(4) Takım tezgahının kendisi yüksek hassasiyete ve sertliğe sahiptir ve avantajlı işlem miktarını seçebilir ve çıktı oranı yüksektir (genellikle genel takım tezgahının 3 ila 5 katı).
(5) Takım tezgahları son derece otomatiktir ve emek yoğunluğunu azaltabilir.
Kısa kesici takımlar kullanılarak CNC ince işleme, ince donanım parçalarının temel özelliğidir. Kısa kesiciler, takım sapmasını önemli ölçüde azaltabilir ve ardından mükemmel yüzey kalitesi elde edebilir, yeniden işlemeyi önleyebilir, kaynak çubuklarının kullanımını azaltabilir ve EDM işlem süresini kısaltabilir. Beş eksenli işleme düşünüldüğünde, beş eksenli işleme kalıbını kullanma prensibini göz önünde bulundurmak gerekir: tüm iş parçası işlemeyi mümkün olduğunca en kısa kesme malzemesi ile tamamlamak, aynı zamanda programlama, kelepçeleme ve işleme süresini azaltmak için daha mükemmel yüzey kalitesi elde etmek için.
Makul işleme teknolojisi nasıl yapılır?
(1) Kaba işleme aşaması. Her bir işleme yüzeyinin işleme payının çoğunu kesmek ve kesin bir kıyaslama yapmak için en önemli husus, üretkenliği mümkün olduğunca arttırmaktır.
(2) Yarı bitirme aşaması. Kaba işlemeden sonra olası eksiklikleri giderin, görünümün bitirilmesi için hazırlanın, gerekli işleme doğruluğuna ulaşılması, uygun bitirme payının sağlanması ve ikincil yüzey işlemenin birlikte bitirilmesi gerekir.
(3) Bitirme aşaması. Bu aşamada, parçaların görünümünün çizimlerin teknik gereksinimlerini karşılamasını sağlamak için önceki işlemden kalan bitirme payını kaldırmak için büyük kesme hızı, küçük ilerleme ve kesme derinliği seçilir.
(4) Ultra ince işleme aşaması. Esas olarak yüzey pürüzlülüğünün değerini azaltmak veya işlem görünümünü güçlendirmek için kullanılır. Esas olarak yüksek yüzey pürüzlülüğü gereksinimleri olan (ra <0,32 um) yüzey işleme için kullanılır.
(5) Ultra ince işleme aşaması. İşleme hassasiyeti 0.1-0.01 mikrondur ve yüzey pürüzlülük değeri RA 0.001 mikrondan azdır. Ana işleme yöntemleri şunlardır: ince kesme, ayna taşlama, ince taşlama ve cilalamadır.
İş parçası için uygun malzeme nasıl seçilir?
Hassas işleme, tüm hammaddeler hassas işleme yapmak istemeyebilir, bazı hammaddeler çok serttir, işleme makinesi parçalarının sertliğini aşabilir, makine parçalarını çökertebilir, bu nedenle bu hammaddeler hassas mekanik işleme için uygun değildir. benzersiz hammaddelerden veya lazer kesimden yapılmıştır.
Hassas işleme için hammaddeler iki kategoriye ayrılabilir: metal hammaddeler ve metal olmayan hammaddeler.
Metal hammaddelere gelince, paslı çeliğin sertliği daha yüksektir, ardından dökme demir, ardından bakır ve daha yumuşak alüminyum gelir.
Seramik ve plastiklerin işlenmesi, metalik olmayan hammaddelerin işlenmesine aittir.
1. Öncelikle parçaların belirli bir sertlik derecesine sahip olması gerekir. Bazı uygulamalar için boş malzemenin sertliği ne kadar yüksekse o kadar iyidir. Yalnızca işlenmiş parçaların sertlik gereksinimleri ile sınırlıdır. İşlenmiş malzemeler çok sert olamaz. İşlenmiş parçalardan daha sertlerse işlenemezler.
2. İkinci olarak, malzemenin sertliği ve yumuşaklığı orta düzeydedir. En az bir sertlik seviyesi makine parçalarınınkinden daha düşüktür. Aynı zamanda, işlenen cihazların işlevine ve makine parçaları için doğru malzeme seçimine bağlıdır.
Kısacası, hassas işlemede malzeme kalitesi için hala bazı gereksinimler vardır, yumuşak veya sert hammaddeler gibi tüm malzemeler işleme için uygun değildir, ilki işleme için gerekli değildir ve ikincisi işleyemez.
Mestech, müşterilere hassas metal parçaların üretimini ve işlenmesini sağlar. Daha fazla bilgiye ihtiyacınız varsa, lütfen bizimle iletişime geçin.




